
Höghastighets högeffektiv PE-rörsextruderingslinje









Beskrivning
HDPE-rörmaskin används huvudsakligen för att producera jordbruksbevattningsrör, dräneringsrör, gasrör, vattenförsörjningsrör, kabelrör etc.
PE-rörsextruderingslinjen består av rörextruder, rörmatriser, kalibreringsenheter, kyltank, avlastningsmaskin, skärmaskin, staplings-/haspelmaskin och all kringutrustning. HDPE-rörtillverkningsmaskinen producerar rör med en diameter från 20 till 1600 mm.
Röret har några utmärkta egenskaper såsom värmebeständighet, åldringsbeständighet, hög mekanisk hållfasthet, motståndskraft mot miljöspänningssprickor, god krypbeständighet, etc. HDPE-rörextruderingsmaskinen är konstruerad med en högeffektiv extruder och utrustad med reducerare som har hög hastighet och lågt ljud, gravimetrisk doseringsenhet och ultraljudsindikator för tjocklek kan monteras enligt kundens krav för att öka rörens noggrannhet.
Nyckelfärdiga lösningar kan tillhandahållas, som laserskrivarkross, dokumentförstörare, vattenkylare, luftkompressor etc. för att uppnå högkvalitativ och automatisk rörproduktion.
Processflöde
Råmaterial + Masterbatcher → Blandning → Vakuummatare → Plasttork → Enkelskruvsextruder → Samextruder för färgsträngar och flerskikt → Form och kalibrator → Vakuumkalibreringstank → Spraykylvattentank → Avlastningsmaskin → Skärmaskin → Staplare (lindningsmaskin)
Funktioner och fördelar
1. HDPE-rörmaskinen är utvecklad av oss baserat på europeisk avancerad teknik och FoU-erfarenhet av plastmaskiner under många år, avancerad design, rimlig struktur, hög tillförlitlighet, hög grad av automatisering.
2. HDPE-rörextruder med speciell fatmatningsstruktur kan avsevärt förbättra extruderingskapaciteten.
3. Noggrann tempererad kontroll, god plasticering, stabil drift.
4. HDPE-rörmaskinen använder PLC-styrsystem, vilket realiserar synkronisering och automatisering.
5. Gränssnittet mellan människa och dator är enkelt att använda, bekvämt och pålitligt.
6. Spiral- och gitterkorg av typ dö död för val.
7. Att ändra vissa delar av linjen kan också realisera tvåskikts- och flerskikts-coextrudering.
8. Att ändra vissa delar av linjen kan också producera PP- och PPR-rör.
Detaljer

Enkelskruvsextruder
Baserat på ett L/D-förhållande på 33:1 för skruvkonstruktionen har vi utvecklat ett L/D-förhållande på 38:1. Jämfört med ett förhållande på 33:1 har ett förhållande på 38:1 fördelen med 100 % plasticering, ökar utgångskapaciteten med 30 %, minskar energiförbrukningen med upp till 30 % och når nästan linjär extruderingsprestanda.
Simens pekskärm och PLC
Använd ett program som utvecklats av vårt företag, och ha engelska eller andra språk som ska matas in i systemet.
Spiralstruktur av fat
Matningsdelen av tunnan använder en spiralstruktur för att säkerställa att materialmatningen är stabil och även öka matningskapaciteten.
Speciell design av skruv
Skruven är konstruerad med en speciell struktur för att säkerställa god plasticering och blandning. Osmält material kan inte passera denna del av skruven.
Luftkyld keramisk värmare
Keramisk värmare säkerställer lång livslängd. Denna design är avsedd att öka den yta som värmaren har i kontakt med luften. För att få bättre luftkylningseffekt.
Högkvalitativ växellåda
Växelnoggrannhet ska säkerställas vid 5-6 grader och lägre ljudnivå under 75 dB. Kompakt struktur men med högt vridmoment.
Extruderingsmunstycke
Extruderingsmunstyckets spiralstruktur är jämnt placerad, varje materialflödeskanal är jämnt placerad. Varje kanal värmebehandlas och spegelpoleras för att säkerställa ett smidigt materialflöde. Munstyckets struktur är kompakt och ger ett stabilt tryck, alltid mellan 19 och 20 MPa. Under detta tryck är rörkvaliteten god och effekten på kapaciteten är mycket liten. Kan producera rör i ett eller flera lager.
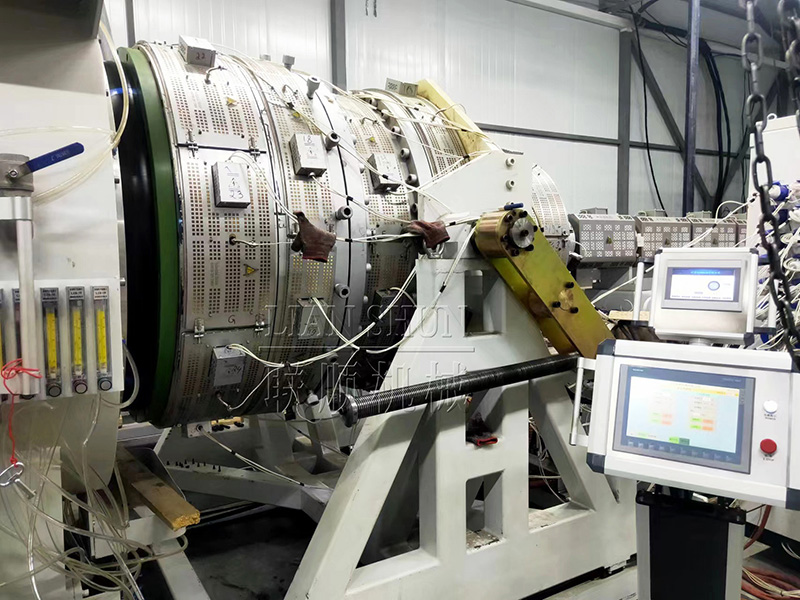
Rörlig anordning för gänghuvudet
För stora gänghuvuden kan den rörliga enheten flytta gänghuvudet framåt och bakåt, samt justera gänghuvudets höjd. Funktionen är snabb och enkel.
Roterande gänghuvud
För stora gänghuvuden med roterande enhet kan gänghuvudet rotera 90 grader. Vid byte av bussning och dorn vrids gänghuvudet 90 grader. Man kan använda en kran för att lyfta och byta bussning och dorn. Detta sätt är mycket bekvämt.
Värmeutmattande anordning
Denna anordning monteras på gänghuvudet för att producera stora och tjocka rör. För att avleda värme inuti röret och kyla rörets insida. Det uppvärmda avloppet kan användas för att torka råmaterialet.
Kylanordning för kärna
Vid tillverkning av rör med stor diameter och väggtjocklek använder vi kylvatten eller olja tillsammans med en kylfläkt för att kyla kärnan i matrishuvudet för att undvika överhettning och säkerställa god materialkvalitet.

Vakuumkalibreringstank
Vakuumkalibreringstanken används för att forma och kyla rör för att uppnå standard rörstorlek. Vi använder en dubbelkammarstruktur. Den första kammaren är kort för att säkerställa mycket stark kylning och vakuumfunktion. Eftersom kalibratorn är placerad framför den första kammaren och rörets form huvudsakligen formas av kalibratorn, kan denna design säkerställa snabb och bättre formning och kylning av röret.
Stark kylning för kalibrator
Med ett speciellt kylsystem för kalibratorn, vilket kan ge bättre kyleffekt för röret och säkerställa hög hastighet. Även med sprutmunstycke av god kvalitet för bättre kyleffekt och inte lätt blockerad av föroreningar.
Bättre stöd för rör
För stora rör har varje storlek sin egen halvcirkelformade stödplatta. Denna struktur kan bibehålla rörets rundhet mycket bra.
Ljuddämpare
Vi placerar en ljuddämpare på vakuumjusteringsventilen för att minimera buller när luft kommer in i vakuumtanken.
Tryckavlastningsventil
För att skydda vakuumtanken. När vakuumgraden når maximal gräns öppnas ventilen automatiskt för att minska vakuumgraden för att undvika att tanken går sönder. Vakuumgradsgränsen kan justeras.
Dubbelslingrörledning
Varje slinga har ett vattenfiltreringssystem för att ge rent kylvatten inuti tanken. Dubbel slinga säkerställer också kontinuerlig tillförsel av kylvatten inuti tanken.
Vatten, gasavskiljare
För att separera gasen, vattnet, vattnet. Gas som släpps ut från uppsidan. Vatten som rinner ner i nedsidan.
Helautomatisk vattenkontroll
Med mekanisk temperaturkontroll för att ha noggrann och stabil kontroll av vattentemperaturen.
Hela vatteninlopps- och utloppssystemet styrs helautomatiskt, stabilt och pålitligt.
Centraliserad dräneringsanordning
Allt vattenavlopp från vakuumtanken är integrerat och anslutet till ett enda rör i rostfritt stål. Anslut endast det integrerade röret till utvändigt avlopp för att göra driften enklare och snabbare.
Spraykylvattentank
Kyltanken används för att kyla röret ytterligare.

Rörklämanordning
Denna enhet kan justera rörets rundhet när röret kommer ut ur vakuumtanken.
Vattentankfilter
Med filter i vattentanken för att undvika större föroreningar när vatten utifrån kommer in.
Kvalitetssprutmunstycke
Sprutmunstycken av hög kvalitet har bättre kyleffekt och blockeras inte lätt av föroreningar.
Justeringsanordning för rörstöd
Stöd med justeringsfunktion för att stödja rör med olika diametrar.
Rörstödsanordning
Används särskilt vid tillverkning av rör med stor diameter och väggtjocklek. Denna anordning ger extra stöd till tunga rör.

Haul Off-maskin
Avdragsmaskinen ger tillräcklig dragkraft för att dra röret stabilt. Beroende på olika rörstorlekar och tjocklekar anpassar vårt företag draghastighet, antal klor och effektiv draglängd. För att säkerställa att rörets extruderingshastighet och formningshastighet matchar, undvik även deformation av röret under dragning.
Separat dragmotor
Varje klo har sin egen dragmotor, om en dragmotor slutar fungera kan de andra motorerna fortfarande fungera. Man kan välja en servomotor för att få större dragkraft, stabilare draghastighet och ett bredare draghastighetsområde.
Klojusteringsanordning
Alla klor är sammankopplade. När klornas position justeras för att dra rör i olika storlekar, kommer alla klor att röra sig tillsammans. Detta gör arbetet snabbare och enklare.
Användarvänlig design
Med Siemens hårdvara och användarvänlig programvara, designad av vårt företag. Synkroniserad funktion med extruder, vilket gör driften enklare och snabbare. Kunden kan också välja att endast arbeta med vissa klor för att dra mycket mindre rör.
Separat lufttryckskontroll
Varje klo med sin egen lufttryckskontroll, mer exakt och enklare drift.
Hög dragkraft utan att rören förlorar formen
Utrustad med 2, 3, 4, 6, 8, 10 eller 12 larvband beroende på tillämpning
Servomotordrift för stabilt vridmoment och drift
Motoriserad positionering av de nedre larverna
Enkel användning
Helt slutet skydd för maximal säkerhet
Kedjetransportörer med speciella gummikuddar på kedjor som inte lämnar några märken på röret.
Synkronisering med extruderns skruvhastighet möjliggör stabil produktion även vid ändringar av produktionshastigheten.
Rörskärningsmaskin
Plaströrskärare, även kallad rörskärmaskin, styrd av Siemens PLC, som arbetar tillsammans med en avdragsenhet för exakt kapning. Kunden kan ställa in rörlängden de vill kapa. Flera inmatningsfunktioner för att utföra en skärprocess (skydda blad och sågar, förhindra att blad och sågar fastnar vid tjocka rör och för att rörets snittyta ska vara slät).

Universell klämanordning
Använd universell klämanordning för olika rörstorlekar, klämanordningen behöver inte bytas när rörstorleken ändras.
Såg och blad utbytbara
Vissa skärare är utrustade med både såg och blad. Såg- och bladsågning är utbytbara för olika rörstorlekar. Såg och blad kan också fungera tillsammans för speciella behov.
Central höjdjustering
Med elektrisk justeringsanordning för klämanordning. Snabbare och enklare drift. Med gränslägesbrytare för att garantera säkerhet.
Automatisk synkronisering med extruderingshastighet
Planetarisk utrustad med skiva och fräs för skärning och fasning
Flisfri utrustad med skivblad för att säkerställa en jämn skäryta utan damm
Pekskärmskontrollpanel
Alla rörelser är motoriserade och styrda av en kontrollpanel.
Rörblockering med universalklämma för enkel användning
Mindre underhållsbehov
Helt sluten och säkrad maskin för maximal säkerhet

Staplare
För att stödja och lossa rör. Staplarens längd kan anpassas.
Skydd av rörets yta
Med rulle, för att skydda rörytan vid förflyttning av röret.
Central höjdjustering
Med enkel justeringsanordning för att justera den centrala höjden för olika rörstorlekar.
Haspel
För att linda röret till en rulle, enkelt att förvara och transportera. Används vanligtvis för rör under 110 mm. Finns med både enkel och dubbel station att välja mellan.

Användning av servomotor
Kan välja servomotor för rörförskjutning och lindning, mer exakt och bättre rörförskjutning.
Tekniska data
| Diameterområde (mm) | Extrudermodell | Maxkapacitet (kg/h) | Max. linjär hastighet (m/min) | Extruderns effekt (kW) |
| Ф20-63 | SJ65/33 | 220 | 12 | 55 |
| Ф20-63 | SJ60/38 | 460 | 30 | 110 |
| Ф20-63 Dubbel | SJ60/38 | 460 | 15×2 | 110 |
| Ф20-110 | SJ65/33 | 220 | 12 | 55 |
| Ф20-110 | SJ60/38 | 460 | 30 | 110 |
| Ф20-160 | SJ60/38 | 460 | 15 | 110 |
| Ф50-250 | SJ75/38 | 600 | 12 | 160 |
| Ф110-450 | SJ90/38 | 850 | 8 | 250 |
| Ф250-630 | SJ90/38 | 1 050 | 4 | 280 |
| Ф500-800 | SJ120/38 | 1 300 | 2 | 315 |
| Ф710-1200 | SJ120/38 | 1 450 | 1 | 355 |
| Ф1000-1600 | SJ 90/38 SJ 90/38 | 1 900 | 0,6 | 280 280 |
Relaterade produkter
-

Konisk dubbelskruvextruder med hög utgång
Egenskaper SJZ-seriens koniska dubbelskruvextruder, även kallad PVC-extruder, har fördelar som forcerad extrudering, hög kvalitet, bred anpassningsförmåga, lång livslängd, låg skjuvhastighet, hård nedbrytning, god blandnings- och plasticeringseffekt, samt direkt formning av pulvermaterial etc. Långa bearbetningsenheter säkerställer stabila processer och mycket tillförlitlig produktion i många olika tillämpningar, och används för PVC-rörextruderingslinjer, PVC-korrugerade rörextruderingslinjer, PVC WPC ...
-

Hög effektiv enkelskruvsextruder
Egenskaper Enskruvsplastextrudermaskin kan bearbeta alla typer av plastprodukter, såsom rör, profiler, ark, skivor, paneler, plattor, gängor, ihåliga produkter och så vidare. Enskruvsextruder används också för graining. Enskruvsextrudermaskinens design är avancerad, produktionskapaciteten är hög, plasticeringen är god och energiförbrukningen är låg. Denna extrudermaskin använder hårda kugghjulsytor för transmission. Vår extrudermaskin har många fördelar. Vi m...
-

Högpresterande PVC-skorpa skumskivor extruderingslinje
Användningsområden PVC-skumskivor Produktionslinje används för WPC-produkter, såsom dörrar, paneler, skivor och så vidare. WPC-produkter är odekomponerbara, deformationsfria, insektsbeständiga, bra brandsäkra, sprickbeständiga och underhållsfria etc. Ma Processflöde Skruvlastare för blandare → Blandarenhet → Skruvlastare för extruder → Konisk dubbelskruvextruder → Form → Kalibreringsbord → Kylbricka → Avlastningsmaskin → Skärmaskin → Utlösningsbord → Slutproduktinspektion och...
-

Högpresterande PVC (PE PP) och träpanelextrudering...
Användningsområden WPC-väggpaneler används för WPC-produkter, såsom dörrar, paneler, skivor och så vidare. WPC-produkter är odekomponerande, deformationsfria, insektsbeständiga, bra brandsäkra, sprickbeständiga och underhållsfria etc. Processflöde Skruvlastare för blandare → Blandarenhet → Skruvlastare för extruder → Konisk dubbelskruvextruder → Form → Kalibreringsbord → Avlastningsmaskin → Skärmaskin → Utlösningsbord → Slutproduktinspektion och packning ...
-

Högpresterande PVC-profil extruderingslinje
Användningsområde PVC-profilmaskin används för att producera alla typer av PVC-profiler, såsom fönster- och dörrprofiler, PVC-trådkanaler, PVC-vattenrännor och så vidare. PVC-profilextruderingslinje kallas även UPVC-fönstertillverkningsmaskin, PVC-profilmaskin, UPVC-profilextruderingsmaskin, PVC-profiltillverkningsmaskin och så vidare. Processflöde Skruvlastare för blandare→ Blandarenhet→ Skruvlastare för extruder→ Konisk dubbelskruvextruder → Form → Kalibreringsbord→ Avlastningsmaskin→ Skärmaskin→ Utlösningsflik...
-

Höghastighets PE PP (PVC) korrugerade rörextrudering ...
Beskrivning Maskin för tillverkning av plastkorrugerade rör används för att producera plastkorrugerade rör, som huvudsakligen används i stadsdränering, avloppssystem, vägprojekt, bevattningsprojekt för jordbruksmark, och kan även användas i transport av kemiska gruvvätskor, med ett relativt brett användningsområde. Maskinen för tillverkning av korrugerade rör har fördelar med hög produktion, stabil extrudering och hög grad av automatisering. Extrudern kan utformas enligt de speciella kraven...
-
Andra rörextruderingslinjer till salu
Maskin för ståltrådsskelettförstärkta plastkompositrör Tekniskt datum Modell Rörområde (mm) Linjehastighet (m/min) Total installationseffekt (kw) LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Rörstorlek HDPE Massivt rör Ståltrådsskelettförstärkt plastkompositrör Tjocklek (mm) Vikt (kg/m) Tjocklek (mm) Vikt (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Hög effektiv PPR-rörsextruderingslinje
Beskrivning PPR-rörmaskin används huvudsakligen för att producera PPR-varm- och kallvattenrör. PPR-rörsextruderingslinjen består av en extruder, form, vakuumkalibreringstank, spraykyltank, avlastningsmaskin, skärmaskin, staplare och så vidare. PPR-rörsextrudermaskin och avlastningsmaskin använder frekvenshastighetsreglering, PPR-rörskärmaskin använder spånfri skärningsmetod och PLC-styrning, skärning med fast längd och skärytan är slät. FR-PPR glasfiber PPR-rör består av tre...
-

Högpresterande PVC-rörs extruderingslinje
Användningsområde PVC-rörtillverkningsmaskin används för att producera alla typer av UPVC-rör för jordbruksvattenförsörjning och dränering, byggnadsvattenförsörjning och dränering samt kabelläggning etc. PVC-rörtillverkningsmaskin tillverkar rördiameterintervall: Φ16mm-Φ800mm. Tryckrör Vattenförsörjning och transport Jordbruksbevattningsrör Trycklösa rör Avloppsfält Byggnadsvattendränering Kabelkanaler, rörledningar, även kallade PVC-rörtillverkningsmaskin Processflödesskruvlastare för blandare→ ...



